焊接設計
焊接計算器
可焊性
材料的可焊性,也稱為可連接性,是指其被焊接的能力。許多金屬材料和熱塑性塑料都可以焊接,但其中,會有一些更容易或更適合焊接。材料的可焊性用於確定焊接工藝,以及對比不同材料的焊接質量。
焊接計算器可以幫助用戶計算許多有用的結果,這些結果可以用於可焊性分析。
焊接計算器支持焊接工藝的規劃和優化,例如計算冷卻時間、預熱溫度和所需的填充金屬量。
- CE, NiEQ, CrEQ 焊接碳當量,舍弗勒圖(鎳當量,鉻當量)
- PCM, CEN, HCS, Reheat crack 熱裂紋,冷裂紋,再裂紋敏感指數
- Phase balance, FNA 平衡相
- 冷卻時間 t8/5
- 預熱溫度
- AC1, AC3, MS 相轉變溫度
- 熱影響區的硬度、抗拉強度等。
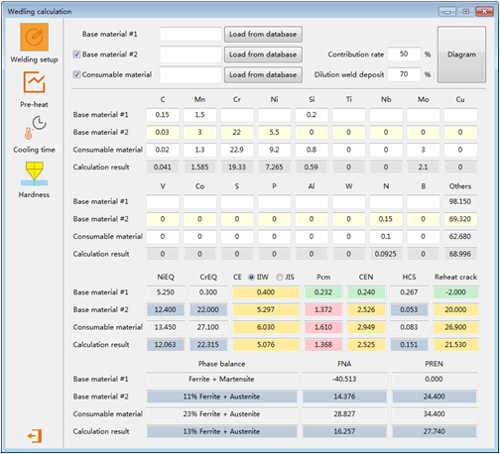
焊接計算器用戶界面
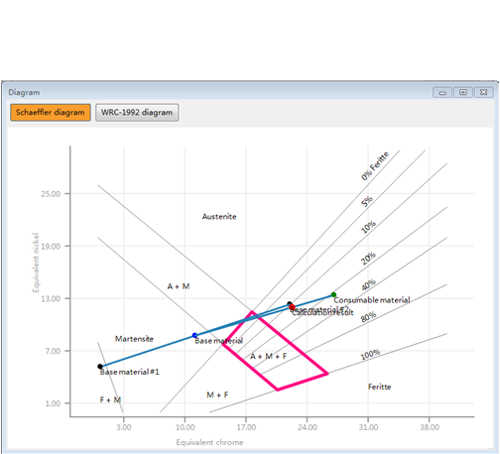
舍弗勒圖
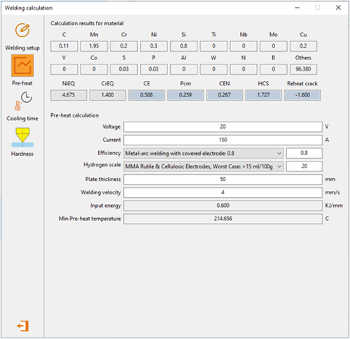
預熱計算器
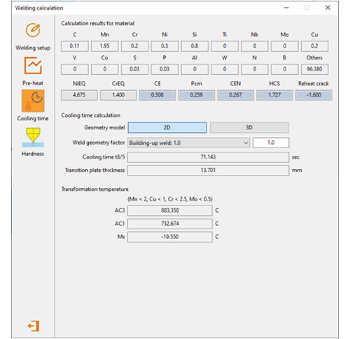
冷卻時間 t8/5
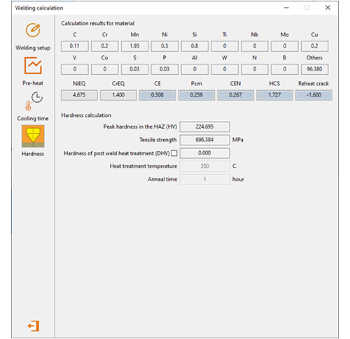
熱影響區硬度計算器
SMARTWELD 優化工具
SmartWeld 優化和分析工具,用於進行焊接分析,併為CO2連續激光焊、脈衝Nd:YAG激光焊,電阻點焊和電弧焊工藝提供最佳焊接計劃。
- 輸入功率(瓦):2980
- 焊接速度(毫米/秒):5.3
- 熔池寬度(毫米):6.74
- 熔池深度(mm):3.37
- 效率:0.299
- 輸入功率(瓦):2240
- 焊接速度(毫米/秒):4.2
- 熔池寬度(毫米):6.22
- 熔池深度(mm):3.11
- 效率:0.268
焊接工藝
- 電弧焊:計算薄/厚板的最佳工藝
- OSLW: 計算和優化連續波激光焊接工藝
- Nd:YAG: 計算和優化脈衝Nd:YAG焊接工藝
- SPOT-3D: 計算和優化厚板點焊工藝
- HAZ-CYCLE: 計算熱影響區溫度隨時間變化歷程
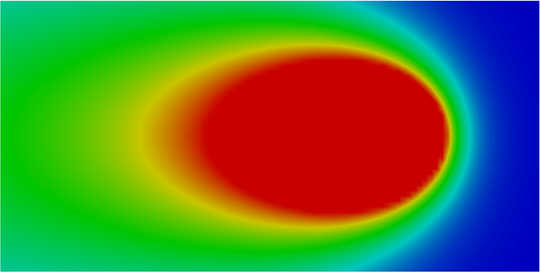
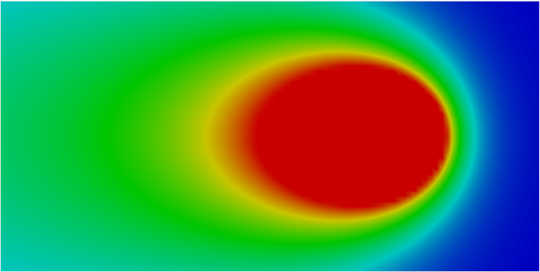
SMARTWELD 結果
- 焊縫周圍溫度(最大值和歷史值)
- 焊縫尺寸(寬度、深度、橫截面積)
- 材料類型的影響
- 工藝參數值
- 效率
- 金屬厚度的影響
- 製程敏感性
- 優化
- 如果…會怎麼樣?
SMARTWELD 中的材料
- 304 不鏽鋼, 18Cr-8Ni 不鏽鋼
- 15-5PH stainless steel
- 17Cr-4Ni martensitic stainless steel
- 1018 steel
- HY130 – 0.12C-5Ni-0.6Cr-0.5Mo steel
- HY80 -0.18C-2.6Ni-1.4Cr-0.4Mo steel
- Tin / Molybdenum
- Nickel 200
- Kovar – 29Ni-17Co low expansion alloy
- 1100 鋁合金 / 6061 aluminum
- 110 銅合金
- Hastelloy C4 – Ni-16Cr-16Mo alloy
- Hastelloy C22 – Ni-22Cr-12Mo-3W-3Fe
- Hastelloy B2 – Ni-28Mo
- Inconel 718 / Inconel 625
- Ti-6Al-4V:航空航天用鈦合金